MoneyMuseum Zürich

Wir freuen uns darauf, Sie am Montagnachmittag oder am Donnerstag zu begrüssen. Haben Sie eine bevorzugte Uhrzeit? Bitte lassen Sie uns wissen, wann Sie vorbeikommen, damit wir alles für Ihren Besuch vorbereiten können.

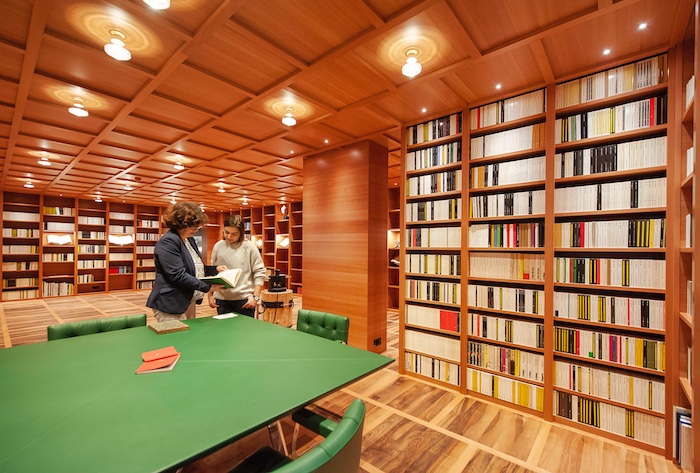
Öffentliche Führung: Bücher – Fenster zur Welt
Das MoneyMuseum Zürich ist auch eine – ausserordentlich schöne – Bibliothek! Nehmen Sie an einer Führung teil und lernen Sie unsere bibliophilen Bücher, literarischen Werke und weitere Trouvaillen kennen. Anschliessend haben Sie Zeit, im MoneyMuseum zu verweilen.
Daten:
- DO 25. April 2024, 12:15– 13 Uhr
Ihr Besuch im MoneyMuseum
Für Besuche und Einführungen im MoneyMuseum rufen Sie bitte folgende Nummer an:
044 242 76 80, senden Sie ein e-mail an info@sunflower.ch (beschreiben Sie allfällige Erwartungen oder Interessen), oder buchen Sie direkt einen Termin online.
Sprechstunde "Geld" Montag Nachmittag
Stellen Sie sich vor, Sie betreten eine Welt, in der Geld nicht nur ein Tauschmittel, sondern ein Schlüssel zu ungeahnten Möglichkeiten ist. Bei unserem Gespräch können wir die Tür zu diesem Reich öffnen - egal, ob Sie schon eine Landkarte in der Hand haben oder einfach nur neugierig sind. Sie haben drei Möglichkeiten:
- Ihr persönlicher Kompass: Kommen Sie mit Ihrer eigenen Idee, und wir navigieren gemeinsam durch die spannenden Landschaften der Geldwelt.
- Eine Schatzkarte für Entdecker: Laden Sie unser Booklet '100 Wege durch die Welt des Geldes' herunter und tauchen Sie ein in kurze Videos und Texte. Über all diese Themen können wir diskutieren.
- Ein anregendes Universum: Lassen Sie sich in unserem Ausstellungsraum inspirieren, wo jede Ecke eine neue Perspektive auf ein Thema offenbart.
Schreiben Sie mir unter info@sunflower.ch. Ich, Jurg Conzett, Gründer des MoneyMuseums, freue mich darauf, Sie auf dieser erlebnisreichen Reise zu begleiten.
Für Literaturbesprechungen:

Audio Guide

Hauptausstellung: Ein Kaleidoskop schöner Bücher
Worte wie Gemälde
Ein Kaleidoskop schöner Bücher

Was macht ein Buch eigentlich schön? Ist es der Einband, das Papier, der Druck, die Abbildungen oder gar der Inhalt? Das MoneyMuseum stellt diese Frage in seiner Ausstellung „Worte wie Gemälde – Ein Kaleidoskop schöner Bücher“. Beurteilen Sie selbst, welches der ausgestellten Bücher Sie für das Schönste halten.
Wir zeigen Pressedrucke, Künstlerbücher und beschäftigen uns mit der englischen Arts and Crafts Bewegung. Wir erzählen aber auch die Geschichte von Urschweizerischen Phänomenen wie der Vereinigung Oltner Bücherfreunde, dem Zürcher du und der Manesse Bibliothek der Weltliteratur. Sie werden in dieser Ausstellung eines merken: Hinter schönen Büchern stehen immer Menschen, die schöne Bücher lieben!
Im Rahmen der Ausstellung entsteht ein Katalog mit dem Titel: „Worte wie Gemälde. Reflexionen über schöne Bücher“.
Frühere Ausstellungskataloge können hier eingesehen werden.
Bibliothek
Traditionelle Zahlungsmittel
bitte auf Auswahl drücken

Römische Münzen
Archiv
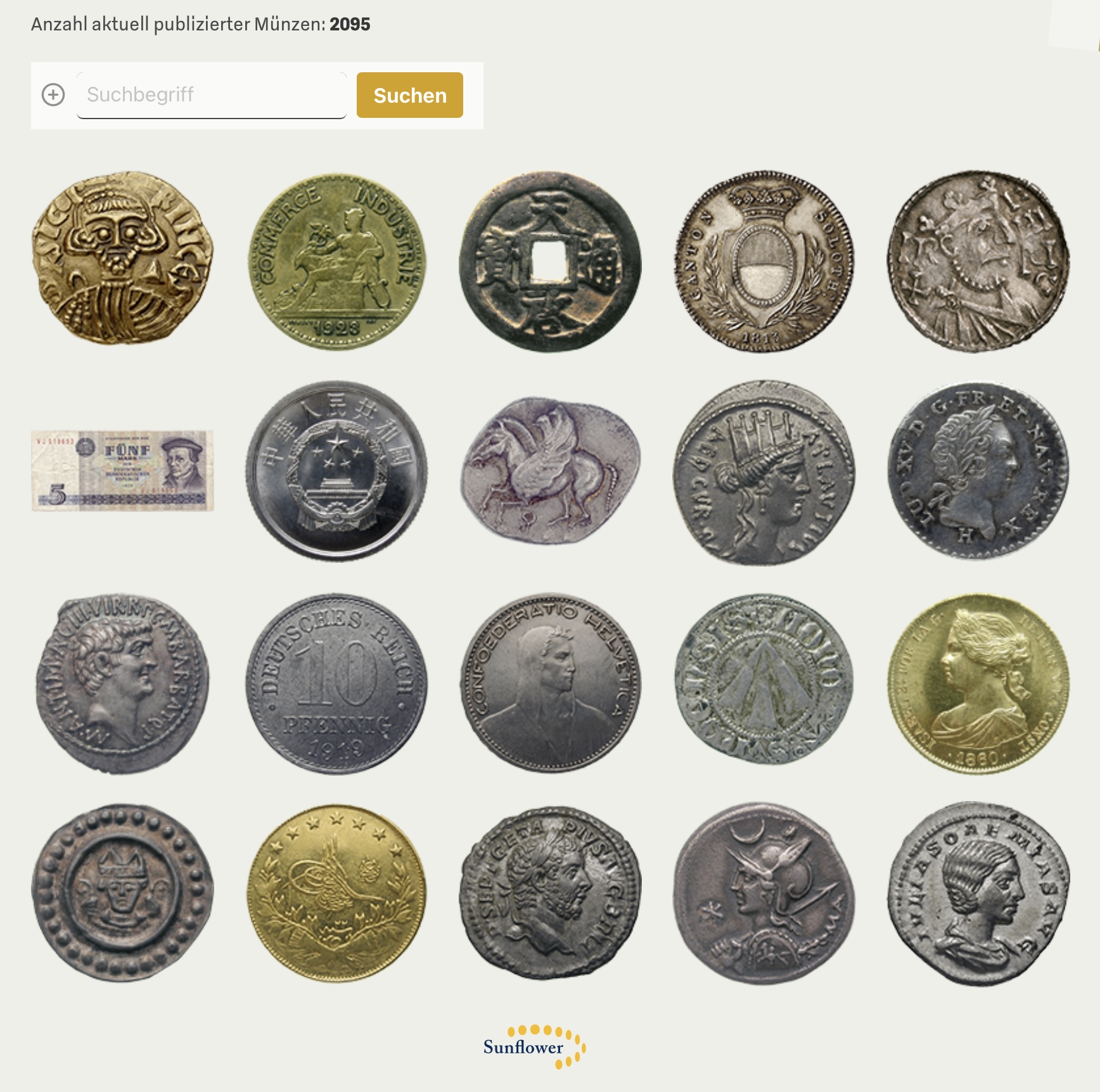
Münzen
- Münzsammlung organisieren: Wenn Sie bereits eine Münzsammlung haben, können Sie die heruntergeladenen Münzbilder verwenden, um Ihre Sammlung zu organisieren und zu katalogisieren.
-
Forschung: Sie können die heruntergeladenen Münzbilder nutzen, um mehr über die Geschichte und Bedeutung der verschiedenen Münzen zu erfahren. Sie könnten auch versuchen, Informationen über seltene oder wertvolle Münzen zu sammeln, um Ihre Sammlung zu erweitern.
-
Münztausch: Wenn Sie an Münzen aus anderen Ländern oder Epochen interessiert sind, können Sie mit anderen Münzsammlern in Kontakt treten und Münzen tauschen. Die heruntergeladenen Bilder können dabei helfen, die Münzen zu identifizieren und zu bewerten.
-
Kunstprojekt: Wenn Sie kreativ sind, können Sie die heruntergeladenen Münzbilder als Grundlage für ein Kunstprojekt verwenden. Sie könnten die Bilder zum Beispiel in Collagen, Malereien oder Fotografien integrieren.
-
Bildung: Sie könnten die heruntergeladenen Münzbilder auch nutzen, um Kindern oder Schülern etwas über Geschichte und Kultur zu vermitteln. Sie könnten zum Beispiel ein Quiz oder eine Präsentation erstellen, um das Interesse an Münzen und Geschichte zu wecken.
Insgesamt gibt es viele Möglichkeiten, was Sie mit den heruntergeladenen Münzbildern machen können. Sie können Ihre Sammlung organisieren, Ihre Kenntnisse erweitern, Münzen tauschen, kreativ werden oder andere über Geschichte und Kultur informieren.
Für die Münzsuche drücken Sie bitte auf das Bild unten.